静音端子机调机方法
超静音端子机压接端子要达到哪些标准,端子的压接方法是什么?冠钜告诉你:
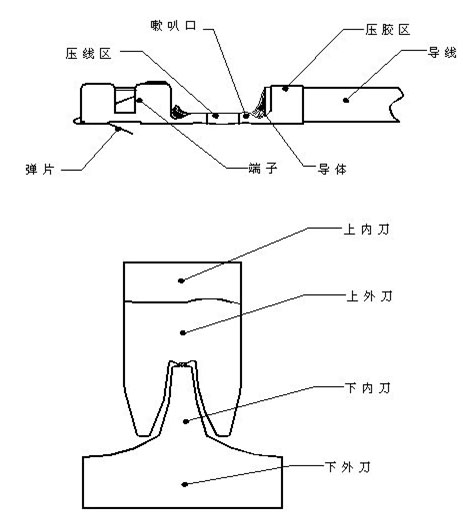
首先检查刀具与端子是否相配,经过适当调机后,要达到以下标准:
a、压接后端子无变形;
b、端子压线边要有喇叭口,不允产生飞丝、压胶等不良现象;
c、压接后,弹片保持原形;
d、压接后,压线拉力与胶皮拉力要符合拉力标准。
具体步骤与方法如下:
1.确认线卡指示,端子/ 模具确认是否符合要求;
2.起动超静音端子机视其运转情况后停机,配刀、装模、调刀;
3.将配好刀具的模架装上超静音端子机,用夹具夹紧,此时采用手动调刀,使超静音端子机滑块移至下死点,拧松夹紧刀具的螺丝,调整刀具的适当位置,再固紧;此时注意压接的压力大小,并且注意上刀与下刀的配合,以免出现刀具左右偏移;
4.试压端子与线,看其压接情况,再作出拉力测试,若达不到技术要求,调整超静音端子机上的压力螺丝达到要求后锁紧;
5.再采用手动试压,以免压接时撞刀,电动运转看压接机及模具是否异有常噪声或撞击声,检查刀片送料装置及其行程;
6.空转无异常后,试压2-3pcs经巡检首检拉力测试,合格后方可生产;
7.压接时左手拿线及送线,右手送线及定位,把线口靠在下刀片上并且靠近端子正上面,右脚踩脚踏开关使离合口分离,离合口分离后;超静音端子机带动模及刀片向下压接线和端子,从而完成了动作;
8.检查上工序产品是否合格;
9.刀具与端子相配,经过适当调机后,要达到以下标准;
a.压接后端子无变形;
b. 端子压线边要有喇叭口,不允产生飞丝、压胶等不良现象;
c. 压接后,弹片保持原形;
d. 压接后,压线拉力与胶皮拉力要符合拉力标准。
想了解更多线材加工设备相关信息,就关注冠钜吧。
冠钜自动化多年专注端子机、沾锡机的研发生产,是一家集设计、研发、生产、销售为一体的企业,拥有自主核心技术,冠钜系列产品,可针对客户不同需要定制你需要的产品,欢迎咨询400-668-5997。www.511caixianji.com
http://www.511caixianji.com/shop/type/c0b203a09bb14673ac9fae619c885738
联系方式
- 东莞市虎门镇大宁宁江路17号
- 邮 箱:glmotor@163.com
- 李小姐: 13712285201
- 陶先生: 13925358410
- 24小时售后服务专线:186 7690 6866
- 电 话:86-769-83025002
- 全国免费电话:400-668-5997
最新产品
- 全自动双头压接穿管印字机GL-...
- 全自动汽车线束智能设备GL-05UP
- 全自动多线穿管合压端子机GL-...
- 全自动双头穿热缩管打端穿胶壳机...
- GL-YTW01 HSD&以太...
- 伺服端子压接机GL-4T/8T...
- 自动插胶壳机GL-1801N,...
- 双端穿胶壳机GL-1802,穿...
- 单头入胶壳机GL-1801,打...
- 全自动高速双端压接机GL-202B
产品分类
友情链接Link
最新资讯
- 以练筑防,安全护航|冠钜扎实开展消... 2026年7月14日 11:08
- 喜报|冠钜获评东莞市 “专精特新”... 2026年5月16日 15:06
- 冠钜五一节放假通知 2026年5月6日 11:59

2016-2026 © All Rights Reserved. 冠钜自动化设备有限公司 | http://511caixianji.com | 粤ICP备2023014885号